


点胶新闻
深圳手机壳点胶加工关于产品表面处理和导电胶点胶加工的高度控制
来源:神风行科技 发布时间:2017年05月08日
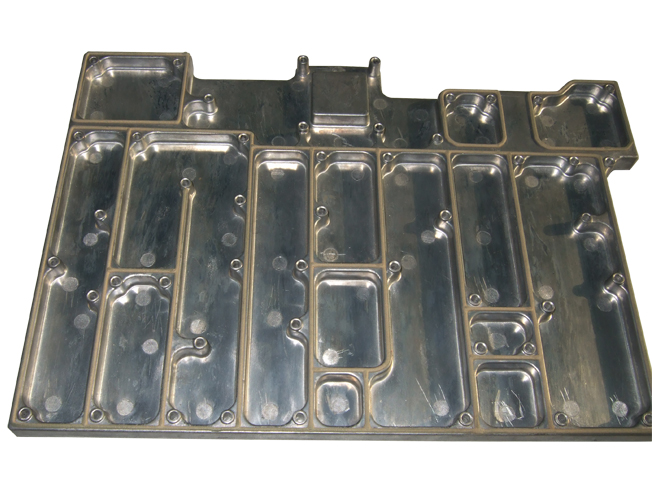
关于手机壳点胶加工表面处理:
点胶加工产品表面应当清洁无脏物,金属工件表面点胶加工前必须进行处理,去掉防粘剂和机油。铝件应当按照MIL-C-5541 3级进行表面铬酸转换,塑料外壳需要做金属化处理(密封胶除外),可以采用电镀、铝真空喷镀或者导电涂层来完成。处理后金属或塑料表面的电阻应小于0.01ohm。
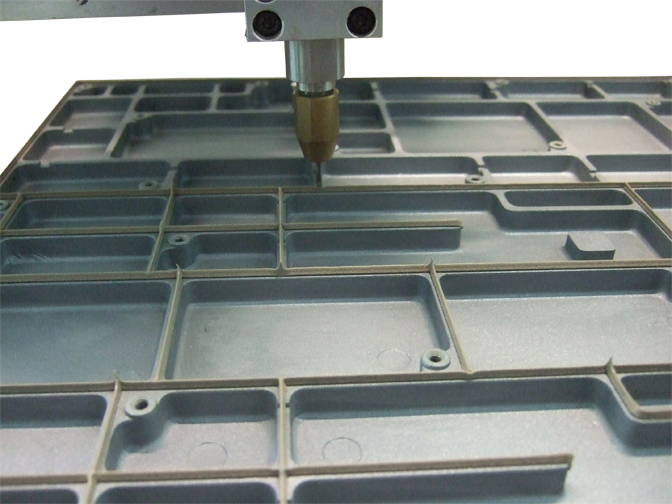
点胶加工控制点胶产品的变形及平面度,保证预先设定路径的可重复性。
点胶程序一旦设定,所有点胶表面必须处于程序预先设定的位置,在X、Y、Z方向上变化不能大于0.30mm,否则将导致胶条偏离预定表面,产生不良品。在点胶中一般使用简单的定位即可,根据精度要求可以采用夹具,以降低不良率。
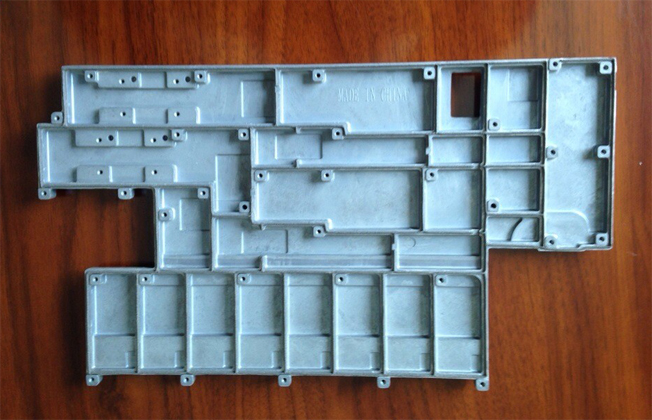
点胶加工筋宽度设计
为了适应批量化快速生产,建议点胶筋宽度应该比要求的导电胶截面宽度尺寸大0.8~1.0mm,以降低不良率,这种不良大部分是由于结构件变形及定位误差产生了错位而导致胶条偏离点胶面。
点胶加工产品表面应当清洁无脏物,金属工件表面点胶加工前必须进行处理,去掉防粘剂和机油。铝件应当按照MIL-C-5541 3级进行表面铬酸转换,塑料外壳需要做金属化处理(密封胶除外),可以采用电镀、铝真空喷镀或者导电涂层来完成。处理后金属或塑料表面的电阻应小于0.01ohm。
点胶加工控制点胶产品的变形及平面度,保证预先设定路径的可重复性。
点胶程序一旦设定,所有点胶表面必须处于程序预先设定的位置,在X、Y、Z方向上变化不能大于0.30mm,否则将导致胶条偏离预定表面,产生不良品。在点胶中一般使用简单的定位即可,根据精度要求可以采用夹具,以降低不良率。
点胶加工筋宽度设计
为了适应批量化快速生产,建议点胶筋宽度应该比要求的导电胶截面宽度尺寸大0.8~1.0mm,以降低不良率,这种不良大部分是由于结构件变形及定位误差产生了错位而导致胶条偏离点胶面。


相关文章
- 手机壳点胶加工2013年11月25日
- 手机壳点胶加工分享点胶加工中的常见问题2017年05月05日
- 深圳导电胶点胶加工专业生产厂家告诉您点胶加工的特性2017年04月27日
- 通讯产品导电胶点胶加工的特色2017年04月27日
- 深圳FIP导电胶点胶加工神风行科技有限公司2017年05月08日